Hvad er stålsmedning, og hvordan fungerer processen
Stålsmedning er en fremstillingsproces, hvor massive stålstykker eller stænger formes under trykkraft - ved hjælp af hamre, presser eller matricer - for at producere dele med overlegne mekaniske egenskaber sammenlignet med støbte eller bearbejdede alternativer. Resultatet er en kornstruktur, der følger delens konturer og leverer trækstyrker, der typisk er 20-40 % højere end tilsvarende støbte stålkomponenter. Hvis du har brug for dele, der håndterer træthed, stød eller cyklisk belastning - plejlstænger, krumtapaksler, flanger, gear - er smedning normalt den mest pålidelige vej til at komme dertil.
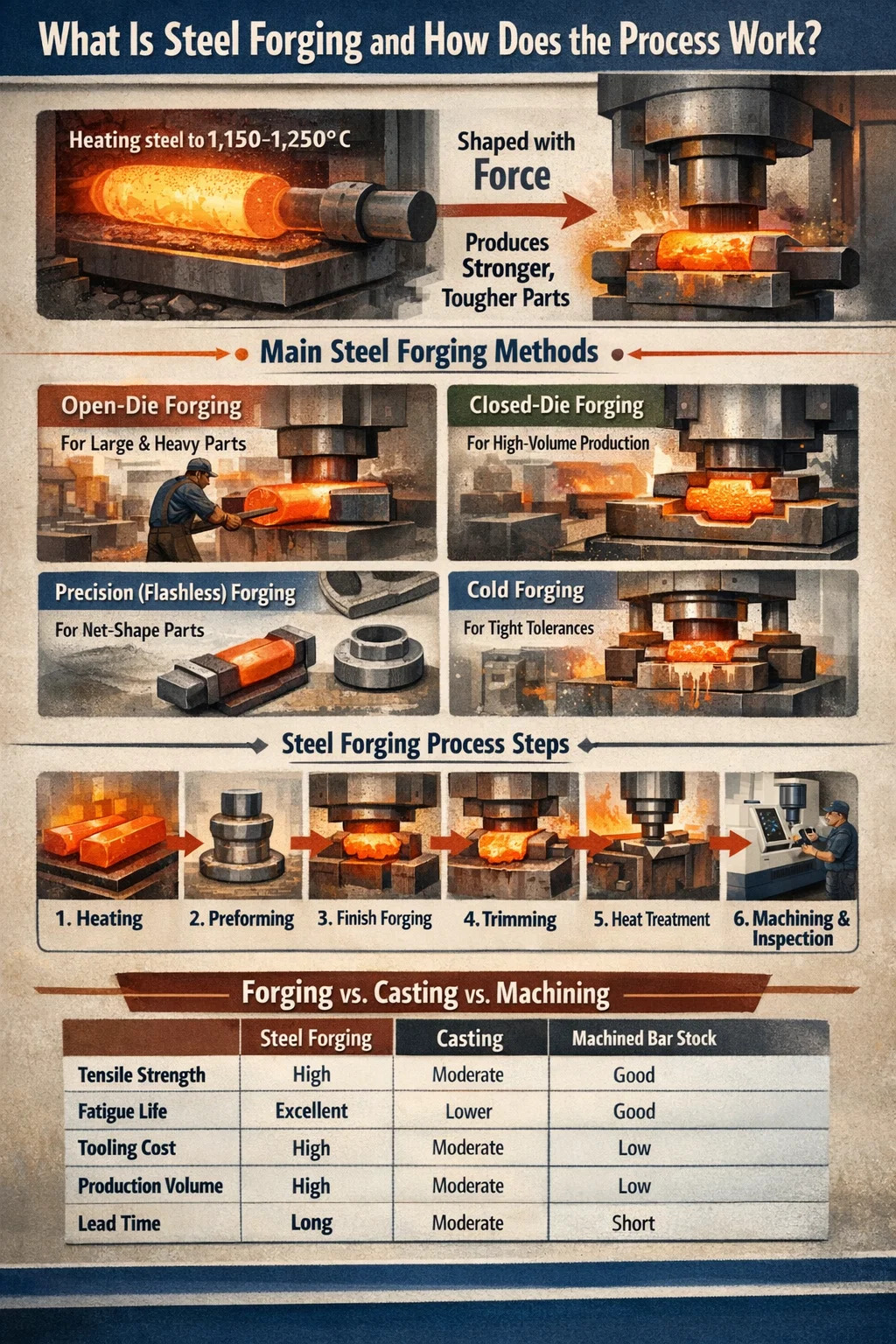
I sin kerne involverer processen opvarmning af stål til et specifikt temperaturområde (normalt mellem 1.100 °C og 1.250 °C for kulstof- og legeringsstål) og derefter påføre kraft for at plastisk deformere materialet til den ønskede form. Den forhøjede temperatur reducerer strømningsspændingen og forbedrer duktiliteten, hvilket gør metallet lettere at forme uden at revne. Når den er afkølet, gennemgår den smedede del efter-proces varmebehandling, bearbejdning og inspektion før forsendelse.
Stålsmedning er ikke en enkelt teknik. Den forgrener sig i flere forskellige metoder, som hver er egnet til forskellige geometrier, volumener og tolerancekrav. At forstå, hvordan hver metode virker - og hvor den kommer til kort - er udgangspunktet for enhver ingeniør eller køber, der forsøger at gøre det rigtige kald på et smedeprojekt.
Vigtigste stålsmedningsmetoder og hvornår de skal bruges hver
Hver stålsmedningsmetode producerer dele med forskellige dimensionstolerancer, overfladeforhold og værktøjsomkostninger. Hvis du vælger forkert, øges omkostningerne, forlænges gennemløbstider eller resulterer i dele, der har brug for overdreven sekundær bearbejdning.
Open-Die Smedning
Åbensmedning (også kaldet frismedning eller smedsmedning) bruger flade eller enkeltformede matricer, der ikke helt omslutter emnet. Stålet manipuleres mellem matricerne gennem en række kompressioner, strækninger og rotationer. Dette er den metode, der bruges til store aksler, cylindre, ringe og ingots - dele, der kan veje alt fra et par kilogram til over 200 tons.
Åben smedning er det bedste valg, når delstørrelsen overstiger kapaciteten af lukkede matricer, eller når produktionsmængderne er for lave til at retfærdiggøre dyrt værktøj. Dimensionstolerancer er bredere (typisk ±3–6 mm), så der forventes betydelig bearbejdning efterfølgende. Stålkvaliteter som 4140, 4340 og 316 rustfrit behandles rutinemæssigt på denne måde til olie- og gas-, elproduktions- og tungudstyrsindustrien.
Smedning med lukket matrice (impression-smedning)
Smedning med lukket matrice bruger et matchende sæt matricer med et hulrum bearbejdet til den omtrentlige form af den færdige del. Den opvarmede barre placeres mellem matricerne, og der påføres kraft, indtil stålet fylder hulrummet fuldstændigt, hvor overskydende materiale flyder ud som flash rundt om skillelinjen. Flashen trimmes senere af.
Denne metode giver snævrere tolerancer (typisk ±0,5-1,5 mm afhængig af delens kompleksitet og størrelse), bedre overfladefinish og mere ensartet geometri end arbejde med åbent matrice. Værktøjsomkostninger er høje - et komplet sæt matricer til en del med mellem kompleksitet kan koste $15.000-$80.000 eller mere - så lukket matricesmedning giver primært økonomisk mening for mellemstore til høje produktionsvolumener. Automotive plejlstænger, hjulnav og ventilhuse er klassiske applikationer.
Blinkfri (præcision) smedning
Flashfri smedning eliminerer flashen ved præcist at kontrollere emnevolumen og matricegeometrien, så materialet fylder hulrummet uden overløb. Resultatet er en net-form eller næsten-net-form del, der kræver minimal eftersmedningsbearbejdning. Tolerancer så små som ±0,1–0,3 mm er opnåelige.
Denne proces kræver præcis forberedelse af emner og højere værktøjsinvesteringer, men materialebesparelser på 10-20 % sammenlignet med konventionel smedning med lukket matrice gør det attraktivt til storvolumenproduktion af komplekse dele som gear, vinkelgear og affjedringskomponenter.
Rullesmedning
Rullesmedning passerer en opvarmet stålstang mellem to ruller med formede riller, hvilket reducerer dets tværsnit og forlænger det samtidigt. Det bruges typisk som et præformningstrin før smedning med lukket matrice, men det bruges også som en afsluttende proces til koniske aksler, bladfjedre og skinnekomponenter. Processens kontinuerlige karakter gør den yderst effektiv til aflange dele.
Oprørt smedning
Forstyrret smedning øger tværsnitsarealet af en stålstang eller stang ved at komprimere den langs dens akse, forkorte længden og øge diameteren i en specifik zone. Bolte, tappe, ventiler og flangeaksler fremstilles på denne måde. Smedningsmaskiner med høj hastighed kan producere tusindvis af dele i timen, hvilket gør dette til en af de mest produktive smedningsmetoder til fastgørelseselementer og lignende hardware.
Koldsmedning
I modsætning til metoderne ovenfor udføres koldsmedning ved eller nær stuetemperatur. Stålet hærder under processen, hvilket faktisk øger overfladens hårdhed og styrke. Tolerancerne er usædvanligt snævre (±0,05–0,1 mm), og overfladefinishen er fremragende, hvilket ofte eliminerer behovet for enhver drejning eller slibning. Afvejningen er højere pressekræfter, der kræves og begrænsninger på emnegeometri og stålkvalitet. Stål med lavt kulstofindhold og mellemkulstofindhold er bedst egnet til koldsmedning.
Trin-for-trin: Sådan udføres stålsmedning i praksis
At kende procestrinene har betydning, om du designer en del til smedning eller auditerer en leverandørs produktionsgulv. Her er, hvordan en standard smedningssekvens med lukket matrice løber fra råmateriale til færdigt emne.
- Materialevalg og Billetforberedelse: Den passende stålkvalitet vælges baseret på de mekaniske egenskabskrav for den færdige del. Almindelige kvaliteter omfatter 1045 (medium-carbon, generel industri), 4140 (chrom-molybdæn, højstyrke), 4340 (nikkel-chrom-molybdæn, rumfart) og 17-4 PH rustfri (korrosionsbestandig, højstyrke). Baren eller barren skæres til det beregnede volumen - lidt overdimensioneret for at tage højde for flash- og skæltab.
- Opvarmning: Billets fyldes i en gasfyret eller induktionsovn og bringes til den ønskede smedningstemperatur. For de fleste kulstof- og legeringsstål er dette 1.150–1.250°C. Temperaturens ensartethed på tværs af emnetværsnittet er kritisk - en temperaturgradient på mere end 50°C kan resultere i revner eller ufuldstændig formfyldning. Induktionsopvarmning foretrækkes for stram temperaturkontrol og reduceret kalkdannelse.
- Afkalkning: Varmt stål udvikler et oxidbelægningslag under opvarmning. Inden smedningen fjernes denne kedelsten med højtryksvandstråler (typisk 100-200 bar) eller ved et første let slag i formen, som knækker belægningen og forhindrer den i at blive presset ind i delens overflade, hvilket forårsager overfladedefekter.
- Forformning (hvis påkrævet): Komplekse dele kræver ofte et eller flere forformningstrin for at omfordele metalmassen tættere på den endelige form før finish-matriceaftrykket. Dette reducerer matriceslid og forbedrer metalflowet i det endelige slag. Forformning udføres i separate formhulrum på samme presse eller hammer.
- Afslut smedning: Den præformede barre overføres til det færdige matricehulrum og slås - enten af en hammer (tyngdekraft- eller damphammer, der leverer gentagne slag) eller en presse (mekanisk eller hydraulisk presse, der leverer et kontrolleret enkeltslag). Stålet fylder hulrummet fuldstændigt, og flash ekstruderer rundt om skillelinjen.
- Flash trimning: Mens den stadig er varm (eller efter afkøling, til trimningspresser), anbringes smedningen i en trimmematrice, og blitzen slås af i et enkelt slag. For præcisionsdele kan den trimmede smedning slås igen i en dimensioneringsmatrice, mens den stadig er varm for at korrigere ethvert tilbagespring og forbedre dimensionsnøjagtigheden.
- Varmebehandling: Afhængigt af stålkvaliteten og de endelige krav til mekaniske egenskaber gennemgår smedede dele normalisering, udglødning, bratkøling og anløbning eller opløsningsbehandling og ældning. Bratkøling og hærdning af 4140 stål kan for eksempel bringe trækstyrke fra 655 MPa (normaliseret) til over 1.000 MPa.
- Bearbejdning: Selv smedning i næsten netform kræver typisk CNC-drejning, fræsning, boring og slibning for at opnå endelige dimensionstolerancer, overfladefinish og egenskaber (gevind, boringer, kilespor), der ikke kan smedes direkte.
- Inspektion og prøvning: Færdig smedegods inspiceres dimensionelt (CMM eller manuel måling), visuelt (overfladerevner, overlapninger, sømme) og ofte ved ikke-destruktiv testning - magnetisk partikelinspektion (MPI) for overfladedefekter, ultralydstestning (UT) for indre hulrum. Mekanisk test på prøvekuponer verificerer hårdhed, trækstyrke, slagstyrke og træthedsydelse.
Stålkvaliteter, der almindeligvis anvendes i smedning og deres egenskaber
Materialevalg er uadskilleligt fra smedningsprocessen. Stålkvaliteten bestemmer smedningstemperaturområdet, matricens levetid, påkrævet pressekapacitet, varmebehandling efter smedning og i sidste ende ydeevnen af den færdige del.
| Stålkvalitet | Smedetemperaturområde | Trækstyrke (Q&T) | Nøgleapplikationer |
|---|---|---|---|
| AISI 1045 | 1.150–1.230°C | ~570-700 MPa | Aksler, gear, koblinger |
| AISI 4140 | 1.100–1.230°C | ~900–1.100 MPa | Flenger, borekraver, aksler |
| AISI 4340 | 1.100–1.200°C | ~1.000–1.500 MPa | Landingsstel, krumtapaksler, rumfart |
| AISI 316 rustfri | 1.149-1.260°C | ~515-690 MPa | Ventiler, fittings, marine hardware |
| F51 Duplex SS | 1.050–1.150°C | ~620-880 MPa | Undersøiske komponenter, kemisk anlæg |
| 17-4 PH Rustfri | 1.040–1.150°C | ~930–1.310 MPa | Luftfart, medicinsk, pumpeaksler |
En praktisk bemærkning om smedning af rustfrit stål: austenitiske kvaliteter som 316 har højere strømningsspænding end kulstofstål, hvilket betyder, at pressen har brug for mere kapacitet til den samme delstørrelse. De er også mere tilbøjelige til belastningshærdning, som kan forårsage revner, hvis genopvarmning mellem passager ikke udføres korrekt. Duplex-kvaliteter er endnu mere følsomme over for temperatur - arbejde uden for det smalle smedevindue kan destabilisere ferrit-austenit-balancen og forringe korrosionsbestandigheden.
Nøgledesignregler for smedbare ståldele
Dele, der er designet uden smedning i tankerne, ender ofte med at koste betydeligt mere at producere, eller også udnytter de ikke processens strukturelle fordele. Ved at anvende disse designprincipper fra starten undgås dyre redesigns senere.
Udkastvinkler
Alle lodrette overflader i en lukket matricesmedning har brug for en trækvinkel, så delen kan skydes ud af matricen. Standardudkast til stålsmedning er 5–7° på udvendige overflader og 7–10° på indvendige overflader . Nultræk eller negativt træk kræver mere kompleks værktøj med ejektorstifter eller delte matricer, hvilket øger omkostningerne betydeligt.
Mørbrad og Hjørneradier
Skarpe indvendige hjørner skaber spændingskoncentrationer i matricen såvel som i den færdige del. En minimum indvendig filetradius på 3 mm er et praktisk udgangspunkt, hvor 6 mm eller større foretrækkes i stærkt belastede zoner. Udvendige hjørneradier skal være mindst 1,5 mm. Dele med korrekte fileter viser forbedringer i træthedslevetiden på op til 3× sammenlignet med dem med skarpe overgange.
Skillelinjeplacering
Skillelinjen er der, hvor de to matricehalvdele mødes. Den skal placeres i det største tværsnit af delen for at minimere matricedybde og flash. En lige, flad skillelinje er den enkleste og billigste løsning. Buede eller vinklede skillelinjer tilføjer værktøjskompleksitet, men kan være nødvendige for visse geometrier.
Sektionstykkelsesvariation
Store variationer i tværsnitstykkelse inden for samme del skaber ujævn metalstrøm under smedning. Tynde sektioner fyldes hurtigere og afkøles hurtigere end tykke, hvilket fører til underfyldning eller revner. Som en tommelfingerregel bør forholdet mellem maksimal og minimum vægtykkelse i en stålsmedning ikke overstige 4:1 uden omhyggelig præformdesign til at forfordele materiale.
Kornstrømsorientering
En af de væsentligste fordele ved stålsmedning i forhold til støbning eller bearbejdning af stænger er evnen til at justere kornstrømmen med den højeste spændingsretning under drift. En plejlstang, der er smedet med langsgående kornstrøm langs stangens akse, har langt bedre udmattelsesmodstand end en plejlstang, der er bearbejdet fra stang, hvor kornet løber på tværs over kritiske sektioner. Design delen, så den primære belastningsakse flugter med hovedsmedningsretningen.
Stålsmedning vs. støbning vs. bearbejdning fra stanglager
Ingeniører står ofte over for valget mellem smedning, støbning og bearbejdning, når de vælger en fremstillingsrute for strukturelle ståldele. Hver metode har en særskilt præstations- og omkostningsprofil.
| Kriterium | Smedning af stål | Casting | Maskinbearbejdet stanglager |
|---|---|---|---|
| Trækstyrke | Høj (kornraffineret) | Moderat (porøsitetsrisiko) | God (afhænger af karakter) |
| Træthedsliv | Fremragende | Lavere (indvendige defekter) | Godt, hvis kornet er justeret |
| Geometrisk kompleksitet | Moderat | Høj | Høj (CNC) |
| Værktøjsomkostninger | Høj (dies) | Moderat (patterns/molds) | Lav til ingen |
| Enhedspris ved høj volumen | Lav | Lav to moderate | Høj (material waste) |
| Interne defekter | Minimal (tomrum lukket) | Mulig (krympning, porøsitet) | Afhænger af barens kvalitet |
| Leveringstid (prototype) | Lang (matricefremstilling) | Moderat | Kort |
Beslutningen kommer typisk ned til tre faktorer: årlig produktionsvolumen, påkrævet mekanisk ydeevne og delens kompleksitet. For dele med komplekse indre passager eller underskæringer vinder støbning ofte på geometri alene. For højvolumen strukturelle dele i bilindustrien, rumfart eller olie og gas vinder smedning næsten altid på ydeevne og livscyklusomkostninger. Bearbejdning fra stanglag giver mest mening for prototyper, meget små partier eller dele, der simpelthen er for små til at smede økonomisk.
Almindelige defekter i stålsmedning og hvordan man forebygger dem
Selv med korrekte procesparametre kan stålsmedninger udvikle defekter, der kompromitterer den strukturelle integritet. At vide, hvad der forårsager hver defekt, og hvordan man fanger den tidligt, forhindrer dyre feltfejl.
Omgange og folder
Overlapninger dannes, når en overfladerynke eller udhæng foldes tilbage og smedet ind i delens overflade uden at klæbe. De fremstår som lineære overfladedefekter, der typisk løber parallelt med skillelinjen. Grundårsagen er normalt forkert præformform, overdreven flash eller dårlig metalflowfordeling i matricen. Magnetisk partikelinspektion registrerer pålideligt omgange på overfladen. Forebyggelse kræver korrekt præformdesign og optimering af formhulrum.
Underfyld
Underfyld betyder, at matricehulrummet ikke var fuldstændig fyldt med stål under smedningen, hvilket efterlod lavvandede fordybninger på delens overflade. Årsager omfatter utilstrækkelig billetvægt, for lav smedningstemperatur, overdreven flash, der bløder materiale væk, før hulrummet fyldes, eller utilstrækkelig pressekapacitet. Dimensionel inspektion vil fange underfyldning i de fleste tilfælde, men det fanges bedre i den første produktionskørsel med prøvesektionering.
Revner
Overfladerevner udvikler sig, når stålet er smedet ved en for lav temperatur (under overgangsområdet duktilt-til-skørt), når tøjningshastigheden er for høj, eller når stålet har for højt svovl- eller fosforindhold, hvilket fremmer varm korthed. Indvendige revner (sprængningsdefekter) opstår, når der opstår trækspændinger i kernen under smedning, ofte i tunge sektioner. Ved at opretholde smedningstemperaturen over 1.050°C for de fleste legeret stål og undgå overdreven reduktion pr. gennemløb forhindrer de fleste revnedefekter.
Afkulning
Langvarig eksponering for luft ved høje temperaturer får kulstof til at diffundere ud af ståloverfladelaget, hvilket skaber en blød, kulstoffattig zone, der reducerer hårdhed og udmattelsesbestandighed. Afkulningsdybde på 0,3-0,8 mm er ikke ualmindeligt i dele opvarmet i ovne med åben ild. Brug af ovne med kontrolleret atmosfære eller induktionsopvarmning reducerer afkulning markant, og bearbejdning af det berørte lag er standardafhjælpning, når det sker.
Die Shift
Matriceforskydning sker, når den øvre og nedre matricehalvdel er forkert justeret under smedning, hvilket producerer en del, der er forskudt ved skillelinjen. Selv et skift på 0,5 mm kan forårsage, at en del mislykkes i dimensionsinspektionen. Regelmæssig kontrol af matricejustering og korrekt lokalisering af nøglevedligeholdelse forhindrer denne defekt i produktionen.
Industrier, der er afhængige af stålsmedning og hvorfor
Efterspørgslen efter stålsmedning er drevet af industrier, hvor strukturelt svigt ikke er en mulighed. At forstå, hvor og hvorfor smedning er specificeret, hjælper købere med at retfærdiggøre værktøjsinvesteringer og hjælper ingeniører med at argumentere for smedning i forhold til konkurrerende processer.
- Automotive: Forbindelsesstænger, krumtapaksler, styreknogler, hjulnav, knastaksler og transmissionsgear er næsten universelt smedet. En typisk personbil indeholder 35-45 kg smedede ståldele. Smedet ståls træthed og slagfasthed er årsagen til, at disse sikkerhedskritiske komponenter ikke er støbt.
- Olie og gas: Borekroner, borekraver, BOP-komponenter, ventilhuse, flanger (ANSI/ASME B16.5) og undersøiske konnektorer kræver smedning for at modstå ekstreme borehullstryk (op til 15.000 psi arbejdstryk i nogle applikationer) og korrosive miljøer. ASME/ANSI og API-standarder kræver smedning af mange af disse komponenter.
- Luftfart: Landingshjulsstivere, vingebeslag, motorophæng og turbineskiver er smedet af højstyrkelegeret stål og superlegeringer. Luftfartsindustriens strenge krav til sporbarhed, certificerede materialetestrapporter og ikke-destruktive test gør smedning til standardvalget for strukturelle flyskrogkomponenter.
- Strømproduktion: Dampturbinerotorer, generatoraksler og trykbeholderhoveder i atomkraftværker og konventionelle kraftværker er blandt de største smedninger, der produceres - enkelt smedning med åben matrice kan veje 150-300 tons. Den materialeintegritet, der kræves for komponenter, der arbejder under kombineret termisk og mekanisk belastning i 30-60 år, kan kun opnås gennem kontrolleret smedning og varmebehandling.
- Minedrift og anlægsudstyr: Bulldozer-skinneled, gravemaskines skovlstifter, stenknuserhamre og borestænger udsættes for alvorlige stød og slid. Smedematerialer af høj mangan og lavlegeret stål modstår deformation og brud under disse forhold langt bedre end støbte alternativer.
- Forsvar: Artilleriprojektiler, pansergennemtrængende penetratorer, tanksporkomponenter og pistolløb er smedet for at opfylde militære specifikationer, der kræver specifik hårdhed, sejhed og dimensionel konsistens, som ikke kan opnås ved andre processer.
Kvalitetsstandarder og certificeringer for stålsmedninger
Køb af stålsmedninger uden at henvise til gældende standarder efterlader købere udsat for kvalitetsvariationer og ikke-overensstemmende dele. De vigtigste standarder for stålsmedningskvalitet er værd at kende, før du skriver en indkøbsordre.
- ASTM A668 / A668M: Standardspecifikation for smedning af kulstof og legeret stål til generel industriel brug. Dækker otte klasser med krav til mekaniske egenskaber fra trækstyrke på 485 MPa (Klasse D) op til 830 MPa (Klasse L).
- ASTM A182: Dækker smedede eller valsede legerings- og rustfri stålrørflanger, smedede fittings og ventiler til højtemperaturservice. Bredt refereret i olie- og gas- og kemiske behandlingsspecifikationer.
- ASTM A105: Standard for smedning af kulstofstål til rørapplikationer ved omgivende og højere temperaturer. Dette er en af de mest almindeligt nævnte specifikationer for flanger og fittings i industrielle rørsystemer.
- API 6A / 6D: American Petroleum Institute-standarder for brøndhoved- og juletræsudstyr (6A) og rørledningsventiler (6D). Disse standarder definerer materialeklasser, testkrav og sporbarhedsdokumentation for smedede komponenter, der anvendes i kulbrinteservice.
- AMS (Aerospace Material Specifications): SAE AMS-standarder som AMS 2750 (pyrometri til varmebehandling) og materialespecifikke AMS-kvaliteter (f.eks. AMS 6414 for 4340 stål) regulerer smedning til rumfart. Overholdelse kræver dokumenteret ovnkalibrering, certificerede materialetestrapporter og første artikelinspektion.
- ISO 9001 / IATF 16949: Certificeringer af kvalitetsstyringssystem til leverandører af generel industri (ISO 9001) og bilindustrien (IATF 16949). Disse certificeringer indikerer, at leverandøren anvender et dokumenteret kvalitetssystem, men garanterer ikke i sig selv produktets overensstemmelse med specifikke mekaniske specifikationer.
Anmod altid om materialetestrapporter (MTR'er), dimensionsinspektionsrapporter og NDE-rapporter med hver smedeforsendelse. For kritiske applikationer er vidnetest i smedeværkstedet standardpraksis inden for rumfart og nuklear indkøb.
Ofte stillede spørgsmål om stålsmedning
Hvad er minimumsbestillingsmængden for smedning af lukket matrice?
De fleste lukkede smedningsforretninger sætter en minimumsordremængde (MOQ) på 100-500 styk til nye værktøjsprojekter, selvom dette varierer efter delstørrelse og kompleksitet. For små, enkle dele vil nogle butikker overveje 50-styks prøvekørsler. De høje værktøjsomkostninger er den største begrænsning - matriceomkostninger fordelt på færre dele øger omkostningerne pr. enhed betydeligt. Smedning med åbent matrice har intet praktisk MOQ-minimum, da der ikke kræves specialværktøj.
Hvor lang tid tager det at få lavet stålsmedninger?
For lukket matricesmedning med nyt værktøj løber gennemløbstiden typisk 10-16 uger: 4-6 uger for matricedesign og -fremstilling, 1-2 uger for første-artikel smedningsforsøg og 2-4 uger for varmebehandling og bearbejdning af produktionsdele. Åben smedning til store dele kan tage 8-20 uger afhængigt af smedjeværkstedets kapacitet og tilgængeligheden af stålemner. Gentagelsesordrer fra eksisterende matricer er normalt 4-8 uger.
Kan rustfrit stål smedes med samme udstyr som kulstofstål?
Ja, de samme hamre og presser bruges, men rustfrit stål - især austenitiske kvaliteter - kræver højere smedningskræfter end kulstofstål ved tilsvarende temperaturer på grund af dets højere strømningsspænding. En presse, der er klassificeret til en specifik delstørrelse af kulstofstål, skal muligvis nedvurderes, eller delen opdeles i mindre operationer, når der skiftes til rustfrit stål. Matricens levetid er også typisk kortere ved smedning af rustfrit stål på grund af højere grænsefladetryk og slibende oxidskala.
Er varm smedning forskellig fra varm smedning?
Ja. Varmsmedning udføres i temperaturområdet mellem koldsmedning og varmsmedning - typisk 650-950°C for stål. Ved disse temperaturer er strømningsspændingen lavere end ved stuetemperatur (gør formgivningen lettere), men stålet danner ikke den tunge oxidskala, som ses ved varmsmedning. Resultatet er bedre overfladefinish og snævrere tolerancer end varmsmedning, med lavere pressekræfter end koldsmedning. Varmsmedning bruges til dele med middel kompleksitet, hvor overfladekvaliteten er vigtig, men koldsmedningskræfterne ville være upraktisk høje.
Hvordan angiver jeg en smedning korrekt på en tegning?
En komplet smedningsspecifikation på en tegning bør omfatte: stålkvaliteten (ASTM-, AISI- eller AMS-betegnelse), varmebehandlingstilstanden og påkrævet hårdhed eller træk-/flydestyrke, krav til trækvinkel, minimumskrav til filet- og hjørneradier, overfladefinish (Ra-værdi) for smedede overflader, tilladt flashforlængelse ved skillelinjen, påkrævede NDE-metoder og krav til accepttestmateriale, UT. Henvisning til den gældende ASTM-standard (f.eks. ASTM A668, Klasse F) binder alle materiale- og testkrav rent sammen.