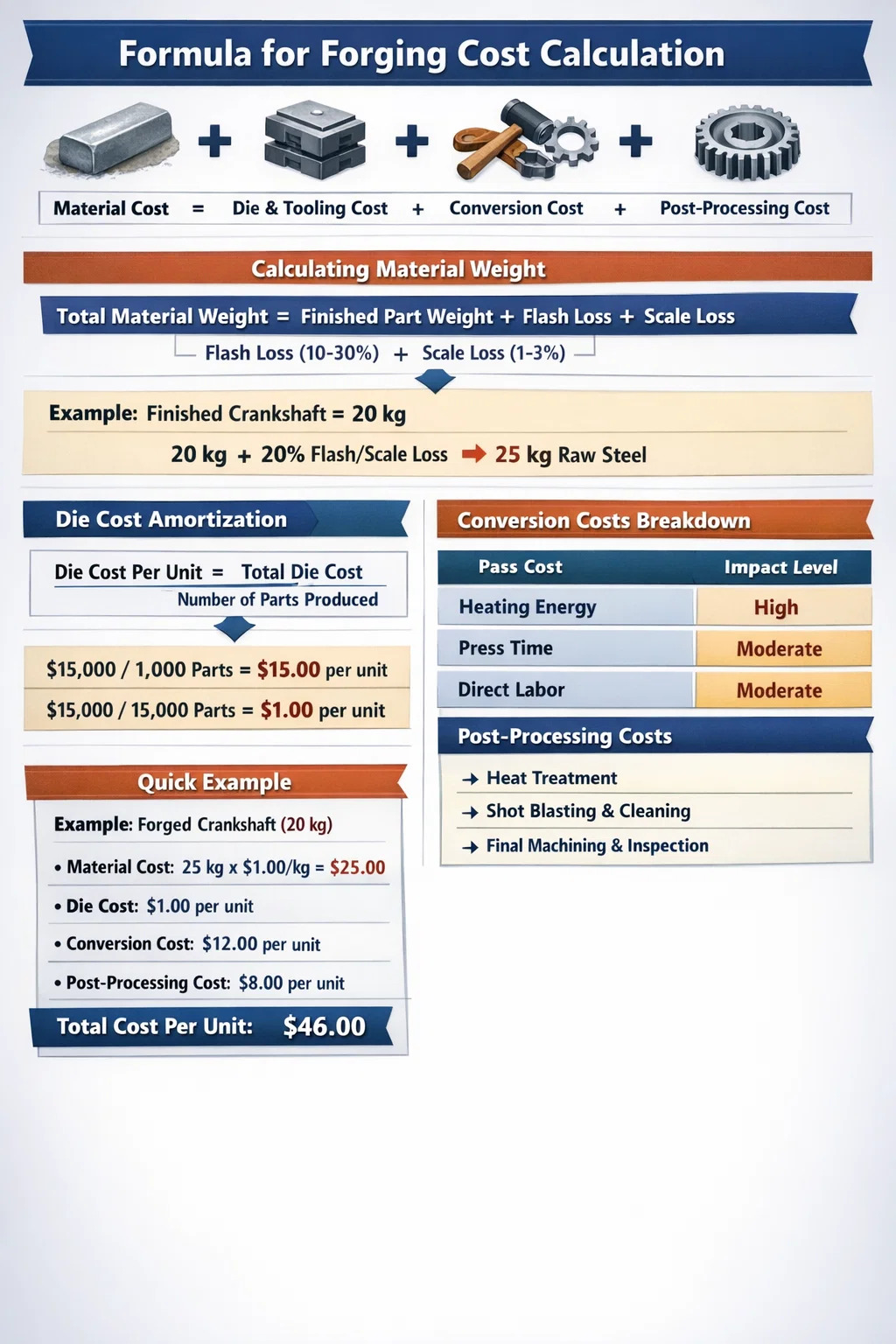
Direkte svar: Formlen til smedningsomkostningsberegning
Beregning af de samlede omkostninger ved stålsmedning involverer opsummering af fire primære søjler: Materialeomkostninger (nettovægt plus flashtab), Værktøjs-/matriceomkostninger (amortiseres over produktionsforløbet), Konverteringsomkostninger (energi, arbejdskraft og maskinoverhead), og Efterbehandlingsomkostninger (varmebehandling og bearbejdning). For et standard mellemstort gear, tegner materialet sig typisk for 40% til 50% af den samlede enhedspris, mens værktøj er den største forhåndsvariabel.
Råvareomkostninger og udbytteeffektivitet
Udgangspunktet for ethvert estimat er vægten af råblokken. I stålsmedning , skal du betale for mere metal, end den færdige del faktisk vejer. Dette skyldes "flash" - det overskydende metal, der presses ud af matricen for at sikre, at hulrummet er helt fyldt.
Beregning af materialevægt
Samlet materialevægt = Vægt af færdige del Flash-tab vægttab. Belægningstab opstår under opvarmning, når overfladen af stålet oxiderer; dette normalt tegner sig for 1% til 3% af den samlede vægt . Flashtab kan variere fra 10 % for simple former til så meget som 30 % for tynde, komplekse geometrier.
- Eksempel: Hvis en færdig krumtapaksel vejer 20 kg og har et tab på 20 % flash/skala, skal du købe 25 kg råstål .
- Nuværende markedspris: Multipliceret med prisen pr. kg for den specifikke kvalitet (f.eks. 1045 kulstofstål vs. 4140 legeret stål).
Afskrivning af matrice og værktøj
Smedematricer er dyre, fordi de er lavet af højstyrkeværktøjsstål (som H13), der er præcisionsbearbejdet og varmebehandlet. Dette er en "sunk cost", der skal indregnes i prisen pr. styk.
For at beregne dette skal du tage de samlede omkostninger for matricesættet (f.eks. $15.000) og dividere det med det forventede produktionsvolumen. Hvis du kun producerer 1.000 dele, tilføjer værktøjet 15,00 USD pr. enhed . Hvis du producerer 15.000 dele, tilføjer det kun 1,00 USD pr. enhed . Dette er grunden til, at højvolumenordrer er væsentligt mere omkostningseffektive for stålsmedning .
Konverteringsomkostningers: Energy and Overhead
Dette refererer til selve "arbejdet" med at omdanne den rå billet til en smedet form. Det beregnes normalt ud fra maskintid eller tonnagerater.
| Omkostningskomponent | Beskrivelse | Effektniveau |
|---|---|---|
| Varmeenergi | Induktions- eller gasovnseffekt | Høj (varierer efter vægt) |
| Hammer/Pressetid | Timepris for smedeudstyret | Moderat (afhænger af slagtilfælde) |
| Direkte Arbejde | Løn til operatører og trimmere | Moderat |
Sekundær drift og kvalitetskontrol
En smedet del bliver sjældent færdig umiddelbart efter, at hammeren stopper. Smedning skaber indre spændinger, der skal håndteres, og overfladen kræver ofte forfining.
Varmebehandling
Normalisering, udglødning eller quenching og temperering er afgørende for Smedning af legeret stål at nå deres nødvendige hårdhed. Dette kan tilføje $0,20 til $1,00 pr. kg afhængig af cyklustiden og ovnkravene.
Sprængning og rengøring
For at fjerne oxidationsskalaen "blæses" dele med stålkorn. Dette er et relativt billigt, men nødvendigt trin for at sikre, at delen er ren til inspektion eller endelig bearbejdning.
Betydningen af kompleksitetsfaktoren
Ikke alle kilo er skabt lige. En simpel rund skive er meget billigere at smede end et tyndvægget hus med dybe hulrum. Dele med høj kompleksitet kræver flere "slag" fra hammeren, større slid på matricen og hyppigere trimninger, hvilket alt sammen øger konverteringsomkostningerne. Ved estimering anvender ingeniører ofte en Kompleksitetsmultiplikator (1,0 til 2,5) til basiskonverteringsraten for at tage højde for disse udfordringer.
Sammenfattende tjekliste for smedningsvurderinger
For at få en nøjagtig pris skal du sikre dig, at du har beregnet følgende:
- Billetvægt: Færdigvægt 15-25 % spild.
- Værktøjets levetid: Hvor mange dele kan matricen lave, før den skal skæres om?
- Gennemløbshastighed: Hvor mange stykker smedes i timen?
- Inspektionsomkostninger: Krav til magnetpartikler eller ultralydstest.