Stålsmedning er en af de ældste og mest pålidelige metalbearbejdningsprocesser i fremstillingen. Det korte svar på hvilke typer smedestål der findes: kulstofstål, legeret stål, rustfrit stål, værktøjsstål og mikrolegeret stål er de fem primære kategorier, der anvendes i industriel stålsmedning. Hver type opfylder særskilte mekaniske og miljømæssige krav, og at vælge den forkerte kan føre til for tidlig fejl, sikkerhedsrisici eller unødvendige omkostningsoverskridelser.
Denne opdeling dækker hver kategori i dybden - hvad der gør dem forskellige, hvor de klarer sig bedst, og hvordan tallene rent faktisk ser ud, når du sammenligner udbyttestyrke, hårdhed og anvendelsesområde.
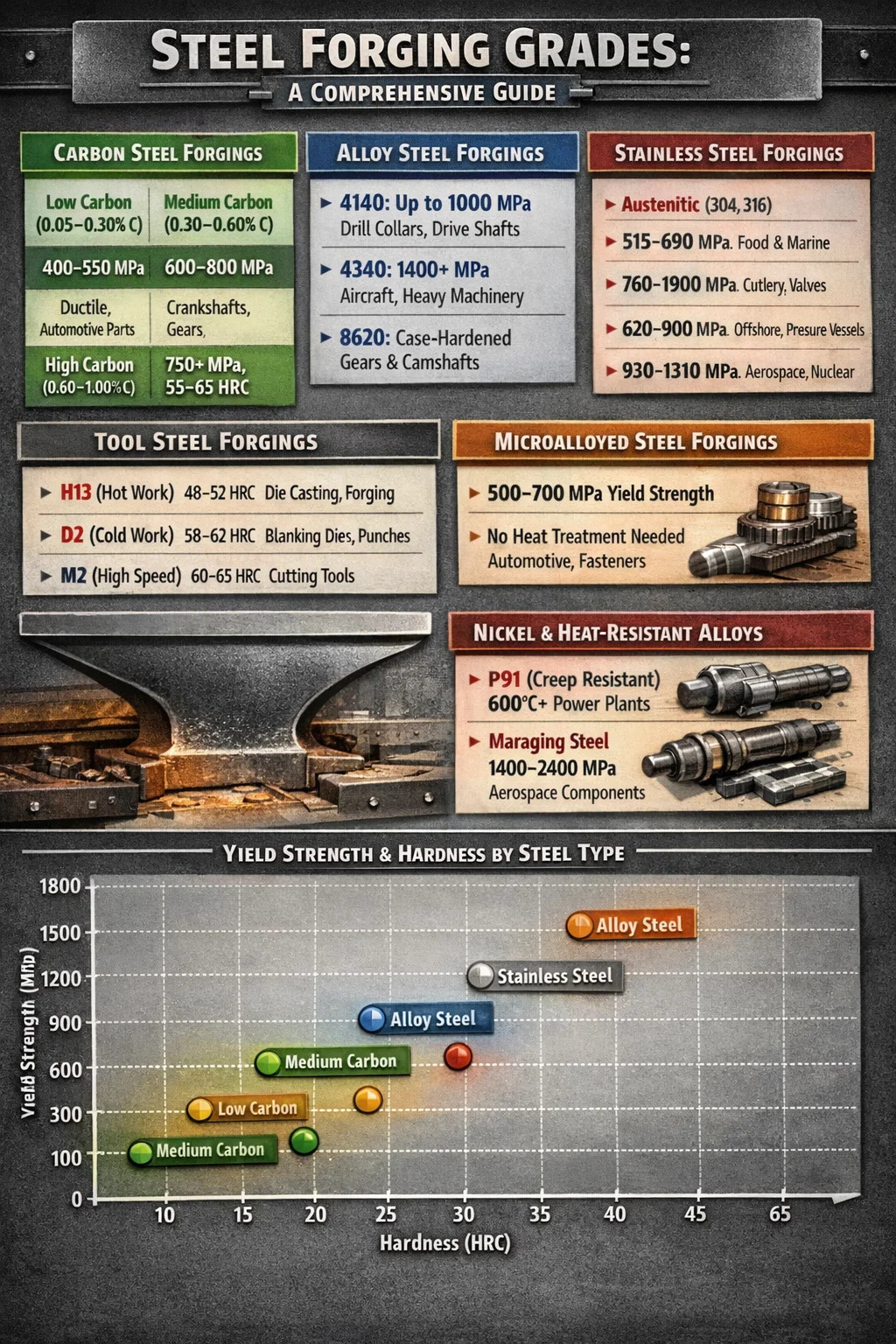
Carbon Steel Smedegods: Industriens arbejdshest
Kulstofstål tegner sig for størstedelen af al produktion af stålsmedning globalt. Det er klassificeret i tre undergrupper baseret på kulstofindhold, og denne kulstofprocent har en direkte og målbar effekt på styrke, hårdhed og duktilitet.
Lavt kulstofstål (0,05 % – 0,30 % C)
Smedet stål med lavt kulstofindhold er meget duktilt og nemt at forme. Trækstyrke varierer typisk fra 400 til 550 MPa. Disse smedninger er almindeligt anvendt til strukturelle komponenter, automotive karosseridele og generelle bolte. De reagerer ikke godt på varmebehandling til hærdning, men er lette at svejse og bearbejde.
Mellem kulstofstål (0,30 % – 0,60 % C)
Dette er den mest udbredte smedning. Medium kulstofkvaliteter såsom AISI 1040 og AISI 1045 tilbyder en stærk balance mellem styrke og sejhed. Varmebehandling kan skubbe flydespændingen til over 600 MPa. Anvendelser omfatter krumtapaksler, plejlstænger, aksler, gear og jernbanekomponenter. AISI 1045 er uden tvivl den mest almindeligt specificerede smedekvalitet af medium kulstofstål inden for generel maskinteknik.
Højkulstofstål (0,60 % – 1,00 % C)
Højt kulstofsmedning giver overlegen hårdhed og slidstyrke, men er mere skørt og vanskeligt at arbejde med. De bruges til fjedre, skæreværktøj, ståltove og skinnestål. Hårdhedsværdier når rutinemæssigt 55-65 HRC efter passende varmebehandling, hvilket gør dem uegnede til stødtunge applikationer uden omhyggelig designovervejelse.
Smedning af legeret stål: Forbedret ydeevne gennem kemi
Smedematerialer af legeret stål indeholder bevidste tilsætninger af chrom, molybdæn, nikkel, vanadium eller mangan ud over de mængder, der findes i kulstofstål. Disse tilføjelser ændrer hærdbarhed, sejhed ved forhøjede temperaturer og modstandsdygtighed over for træthed og korrosion. Det samlede indhold af legeringselementer er typisk mellem 1 % og 5 %.
De mest almindeligt forekommende smedningskvaliteter af legeret stål omfatter:
- 4140 (Cr-Mo stål): Trækstyrke op til 1000 MPa i bratkølet og hærdet tilstand. Anvendes i olie- og gasborekraver, forsvarskomponenter og drivaksler til biler.
- 4340 (Ni-Cr-Mo stål): Et af de stærkeste legerede stål i almindelig brug, med trækstyrker på over 1400 MPa opnåelige gennem varmebehandling. Findes i flylandingsstel, kraftige krumtapaksler og højtydende akselaksler.
- 8620: En kassehærdende kvalitet, der er populær til gear og knastaksler, hvor der både er behov for en hård kerne og hård overflade samtidigt.
- EN36 og EN24: Fælles i britiske/europæiske specifikationer for tungt ingeniørsmedje såsom turbineaksler og komponenter til atomkraftværker.
Fordelen ved smedning af legeret stål frem for kulstofstål er dybden af hærdbarheden. En 4140 bar med 100 mm diameter kan gennemhærdes til en ensartet mikrostruktur, hvorimod et almindeligt kulstofstål med samme diameter ville vise et markant hårdhedsfald fra overflade til kerne.
Smedegods i rustfrit stål: Korrosionsbestandighed under mekanisk belastning
Smedematerialer i rustfrit stål indeholder minimum 10,5 vægtprocent krom, som danner et passivt oxidlag, der modstår oxidation og korrosion. Smedningsprocessen forfiner kornstrukturen af rustfrit stål på en måde, så støbning ikke kan kopieres, hvilket producerer komponenter med overlegen udmattelsesstyrke og slagfasthed.
De vigtigste familier, der anvendes i smedning af rustfrit stål er:
| Familie | Fælles karakterer | Typisk trækstyrke | Nøgleapplikation |
|---|---|---|---|
| Austenitisk | 304, 316, 321 | 515-690 MPa | Kemisk behandling, fødevareudstyr, marine |
| Martensitisk | 410, 420, 440°C | 760-1900 MPa | Bestik, ventiler, pumpeaksler, kirurgisk værktøj |
| Duplex | 2205, 2507 | 620-900 MPa | Offshore olie, afsaltning, trykbeholdere |
| Nedbør hærdet | 17-4 PH, 15-5 PH | 930-1310 MPa | Luftfart, nukleare, højtydende ventiler |
316L rustfrit stålsmedning er særligt dominerende inden for farmaceutisk og fødevareforarbejdning, fordi det lave kulstofindhold minimerer sensibiliseringsrisikoen under svejsning, og molybdæntilsætningen (2-3 %) forbedrer grubetistensen i kloridmiljøer markant. Duplex kvalitet 2205 tilbyder omtrent dobbelt så flydespænding på 316L, ved minimum 450 MPa, hvilket giver mulighed for tyndere vægdesign og reduceret komponentvægt uden at gå på kompromis med levetiden.
Værktøjsstål smedning: Ekstrem hårdhed til formning og skæreapplikationer
Værktøjsstål er specielt konstrueret til at bevare deres hårdhed og form under ekstrem mekanisk belastning, slid og varme. Når de produceres gennem smedningsprocessen, udvikler værktøjsstål en raffineret, ensartet kornstruktur, der i væsentlig grad holder længere end støbte eller valsede alternativer i krævende værktøjsapplikationer.
Værktøjsstål smedning er grupperet efter AISI klassifikationssystemet:
- H-serien (varmt arbejdsværktøj stål): Kvaliteter som H13 og H11 er formuleret til at modstå blødgøring ved temperaturer over 500°C. H13 er den globale standard for trykstøbematricer, ekstruderingsværktøj og selve varmsmedningsmatricer. Den opnår 48-52 HRC efter varmebehandling, mens den bibeholder tilstrækkelig sejhed til at overleve gentagne termiske cyklusser.
- D-serien (Cold Work, High Chromium): D2 indeholder cirka 12 % krom og 1,5 % kulstof, hvilket giver den enestående slidstyrke ved stuetemperatur. Den bruges til udstansning af matricer, formværktøjer og stanser, hvor dimensionsnøjagtighed over meget høje produktionskørsler er kritisk.
- M-serien (Højhastighedsstål): M2 og M42 bevarer deres forkant ved temperaturer, hvor kulstofstålværktøjer ville have mistet al hårdhed. Kombinationen af wolfram, molybdæn og kobolt giver M42 en varm hårdhedsfordel, der gør den uerstattelig i bor, haner, fræsere og brocher.
- P-serie (støbestål): Designet til plastsprøjtestøbeforme er P20 et af de mest udbredte smedede formstål. Den leveres typisk i forhærdet tilstand ved 28–34 HRC, hvilket eliminerer behovet for varmebehandling efter bearbejdning.
Smedning af værktøjsstål kræver præcis temperaturkontrol. H13 skal for eksempel smedes mellem 1010°C og 1150°C og skal afkøles langsomt efter smedning for at undgå revner. Forkert smedning introducerer restspænding og grove carbidnetværk, der dramatisk reducerer sejheden.
Mikrolegeret stålsmedning: Nær-net-form effektivitet uden varmebehandling
Mikrolegerede stål - også kaldet HSLA (High Strength Low Alloy) stål i smedningssammenhænge - repræsenterer en moderne ingeniørløsning, der kombinerer formbarheden af kulstofstål med styrkeniveauer, der tidligere krævede legeret stål og varmebehandling efter smedning. De vigtigste tilsætninger er vanadium (0,05-0,15%), niobium (0,02-0,05%) og titanium, i meget små mængder, der udfældes som fine carbider og nitrider under kontrolleret afkøling.
Den store kommercielle fordel er, at mikrolegeret stålsmedning kan opnå flydegrænser på 500-700 MPa uden bratkøling og hærdning, hvilket eliminerer et stort omkostnings- og tidstrin i produktionscyklussen. Bilproducenter har bredt taget mikrolegerede kvaliteter til plejlstænger, krumtapaksler og styreknogler af netop denne grund.
Almindelige mikrolegerede smedningskvaliteter inkluderer 38MnVS6, 46MnVS3 og SAE 1548V. Disse kvaliteter er designet således, at smedeoperationen og den efterfølgende kontrollerede luftkøling opnår de endelige mekaniske egenskaber i en enkelt termisk cyklus, og erstatter to separate ovnoperationer. I højvolumen smedning til biler betyder dette energibesparelser på op til 30 % pr. del sammenlignet med sluknings-og-tempereringsruter.
En begrænsning er, at mikrolegeret stål har smallere procesvinduer end konventionelt legeret stål. Smedningstemperaturen skal omhyggeligt kontrolleres - typisk mellem 900°C og 1050°C - for at sikre korrekt udfældningshærdning under afkøling. Enhver afvigelse fra målmikrostrukturen resulterer i uforudsigelige mekaniske egenskaber og potentiel afvisning af hele smedeløb.
Nikkelbaserede og varmebestandige stålsmedninger til ekstreme miljøer
Ud over standardklassifikationerne findes der en specialiseret kategori af varmebestandige og nikkelbærende stålsmedninger til applikationer, hvor driftstemperaturer overstiger, hvad konventionelle legerede stål kan tåle. Disse omfatter krybemodstandsdygtige kvaliteter til kraftproduktion og rumfartsturbineskiver, samt maraging stål til strukturelle applikationer med ultrahøj styrke.
Krybe-resistente stålsmedninger
Kvaliteter som P91 (9Cr-1Mo-V) og P92 bruges i vid udstrækning i smedede dampsamlerør, ventilhuse og turbinehuse i kul- og gaskraftværker, der opererer ved temperaturer over 600°C. P91 smedninger er designet til at modstå krybning - den langsomme, tidsafhængige deformation under vedvarende belastning ved høj temperatur - med en minimums krybebrudlevetid på 100.000 timer under driftsforhold. Deres chromindhold giver også oxidationsbestandighed, som almindeligt kulstofstål ikke kan matche over 450°C.
Maraging Steels
Maraldrende stål indeholder 18 % nikkel og meget lavt kulstofindhold, hvilket skyldes deres ekstreme styrke — udbyttegrænser fra 1400 til over 2400 MPa er opnåelige — fra udfældning af intermetalliske forbindelser under ældningsvarmebehandling. Smedede maraging stålkomponenter bruges i rumfartsraketmotorhuse, flystopudstyr og ultra-højstyrkeværktøj. På trods af deres styrke forbliver de rimelig hårde og kan bearbejdes før ældning, mens de stadig er i en relativt blød tilstand.
Hvordan stålsmedningsprocessen påvirker materialeegenskaber efter ståltype
Selve smedningsprocessen - uanset om det er åben matrice, lukket matrice, ringvalsning eller isotermisk smedning - interagerer forskelligt med hver ståltype. At forstå disse interaktioner hjælper med at forklare, hvorfor materialevalg og procesvalg ikke kan adskilles.
I lukket matricestålsmedning påføres høje deformationskræfter på en indelukket barre, hvilket producerer næsten netformede dele med en kontinuerlig kornstrøm, der følger komponentens geometri. Denne kornstrøm er ansvarlig for den fordel ved træthed og slagfasthed, som smedegods har over bearbejdet stangmateriale eller støbegods. En plejlstang fremstillet af stangmateriale afbryder kornstrømmen ved hver bearbejdet overflade; en smedet plejlstang opretholder ubrudt kornkontinuitet fra ende til anden.
Smedetemperaturområdet varierer betydeligt mellem ståltyper:
- Kulstof og lavlegeret stål: typisk 1100°C – 1250°C til varmsmedning
- Rustfrit stål (austenitisk): 1100°C – 1200°C, med langsommere afkøling for at undgå sensibilisering
- Værktøjsstål: 1010°C – 1150°C med obligatorisk langsom afkøling i ovn eller isoleringsmedium
- Maraldrende stål: 1100°C – 1200°C, ældet efter smedning ved 480°C i 3-6 timer
- Duplex rustfrit: 1100°C – 1180°C, efterfulgt af dæmpning af vand for at opretholde fasebalance
Varm smedning - udført mellem ca. 650 °C og 950 °C - vinder indpas for medium kulstofstål og mikrolegerede kvaliteter, hvor der kræves snævrere dimensionelle tolerancer, end varmsmedning kan opnå, uden de strenge krav til pressekraft ved koldsmedning. Koldsmedning af stål, typisk forbeholdt lave kulstofkvaliteter, opnår den bedste overfladefinish og dimensionelle præcision, men kræver væsentligt højere smedningstryk.
Valg af den rigtige stålsmedningskvalitet: En praktisk ramme
At vælge den korrekte smedningsstålkvalitet kræver afbalancering af flere konkurrerende faktorer. Ingen enkelt karakter optimerer alle egenskaber samtidigt. Følgende rammer indfanger de beslutningsvariable, der er mest relevante for industrielle applikationer:
- Mekaniske krav: Definer minimum flydespænding, hårdhed, slagenergi (Charpy-værdier) og udmattelseslevetid. Dette indsnævrer kategorien med det samme — hvis du har brug for 1200 MPa flydespænding, er kulstofstål elimineret; hvis 400 MPa er tilstrækkelig, er legeret stål unødvendige omkostninger.
- Miljøeksponering: Chloridmiljøer eliminerer de fleste kulstof- og lavlegerede stål, medmindre de er belagt. Forhøjet driftstemperatur udelukker kulstofstål over ca. 400°C og kræver krombærende krybebestandige kvaliteter.
- Sektionsstørrelse og hærdbarhed: Smedegods med stort tværsnit (over 100 mm diameter) i kritisk drift har brug for legerede stålkvaliteter med tilstrækkelig hærdbarhed til at opnå ensartede egenskaber gennem sektionen. Kulstofstål vil have en hård kasse og blød kerne i tykke sektioner.
- Bearbejdelighed og downstream-behandling: Hvis omfattende bearbejdning følger efter smedning, reducerer kvaliteter med tilsat svovl for fribearbejdningsegenskaber cyklustiden, dog med en vis ofre for tværgående sejhed.
- Mængde og pris: Til meget store produktionsvolumener giver mikrolegerede kvaliteter, der eliminerer varmebehandling efter smedning, betydelige omkostningsreduktioner. For små partier af specialdele er varmebehandlingsomkostningerne en mindre del af de samlede deleomkostninger, så højtydende legeringskvaliteter er mere gennemførlige.
I praksis følger de fleste ingeniører gældende designkoder såsom ASME, EN 10250 eller ASTM A668, som specificerer tilladte materialer for specifikke servicekategorier. Disse koder indsnævrer udvalget til en kort liste over kvalificerede stålsmedningskvaliteter, der er blevet valideret til de relevante serviceforhold gennem årtiers felterfaring og standardiseret test.
Branchespecifik brug af stålsmedning
Forskellige sektorer har konvergeret om foretrukne stålsmedningsmaterialer baseret på årtiers ydeevnedata og regulatoriske krav. Forståelse af disse industrinormer giver et praktisk udgangspunkt for specifikationsarbejde.
Automotive Smedning Stål
Bilsektoren forbruger den største mængde stålsmedninger på verdensplan. Krumtapaksler i personbiler er overvejende smedet af mellemkulstof mikrolegeret stål (38MnVS6) eller 1045 quench-and-temper stål. Krumtapaksler til tunge lastbiler bruger 4340 eller lignende nikkel-chrom-molybdænlegeringsstål for deres overlegne træthedsydelse ved højere specifikke output. Forbindelsesstænger er skiftet væsentligt til bruddelte designs ved hjælp af C70S6 højkulstofstål, som gør det muligt at brække hætten af efter smedning og derefter samles igen med ekstraordinær præcision — eliminerer bearbejdningsoperationer og reducerer produktionsomkostningerne for plejlstænger med ca. 15-20 % sammenlignet med traditionel fræsning og slibning.
Olie og gas stål smedegods
Sure servicemiljøer - hvor svovlbrinte er til stede - stiller særligt strenge krav til smedning af stål. NACE MR0175/ISO 15156 regulerer materialevalg til sur service, og den begrænser hårdheden til maksimalt 22 HRC for de fleste kulstof- og lavlegerede stål for at forhindre sulfidspændingsrevner. F22 (2,25Cr-1Mo) og F5 (5Cr-0,5Mo) er standardlegeringssmedekvaliteter til ventilhuse og flanger i højtemperatur-, højtryksbrøndhoved- og rørledningsapplikationer.
Aerospace stålsmedning
Landingsstel komponenter er blandt de mest strukturelt krævende stål smedninger fremstillet. 300M stål (en modificeret 4340 med silicium- og vanadiumtilsætninger) er det fremherskende landingsstelmateriale, der opnår trækstyrker på 1930 MPa eller derover. AerMet 100 og andre ultra-højstyrkestål skubber trækstyrken over 1965 MPa, mens de forbedrer brudsejheden sammenlignet med tidligere højstyrkekvaliteter. Enhver flysmedning er underlagt 100 % ultralydstestning og ofte magnetisk partikelinspektion, med sporbarhed til smeltevarme og smedningsparti påkrævet.
Kraftproduktion og atomsmedning
Store turbinerotorsmedninger vejer mellem 5 og 200 tons og er fremstillet af lavlegeret stål som 26NiCrMoV11-5 eller 30CrMoNiV5-11. Disse smedninger kræver stramt kontrollerede svovl- og fosforniveauer (typisk under 0,005 % hver) for at sikre høj slagstyrke ved turbinens driftstemperatur. Atomreaktortrykbeholdersmedninger anvender A508 Grade 3 (svarende til 20MnMoNi4-5 i europæiske standarder), en kvalitet med en lang regulatorisk valideringshistorik og omfattende Charpy- og brudsejhedsdokumentation, der kræves af nukleare sikkerhedskoder.
Kvalitetsstandarder og test for stålsmedninger
Uanset stålsmedningskvaliteten følger kvalitetssikringen et konsekvent mønster styret af internationale standarder. De mest refererede standarder for stålsmedninger inkluderer ASTM A668 (almindelig legeret stålsmedning), ASTM A182 (legeret stålflanger og fittings), EN 10250 (åbent formstålsmedearbejde til generel teknik) og API 6A (brøndhoved- og juletræsudstyr).
Standard kvalitetstjek for smedede stålkomponenter omfatter:
- Mekanisk test: Trækstyrke, udbytte, forlængelse, reduktion af areal og Charpy-påvirkning (ved specificerede temperaturer ned til -196°C i nogle kryogene applikationer)
- Hårdhedsbekræftelse: Brinell-hårdhed (HBW) kontrolleret på repræsentative tværsnit, og nogle gange gennemgår hårdheden for at bekræfte gennemhærdning
- Ultralydstest (UT): 100 % volumetrisk inspektion for underjordiske defekter, med acceptkriterier refereret til ækvivalente fladbundede hulstørrelser typisk spænder fra FBH 2 mm til FBH 6 mm afhængigt af specifikationen
- Verifikation af kemisk sammensætning: Øseske og produktanalyse for at bekræfte overholdelse af kvalitet, ofte med strengere grænser for restelementer end basisstandarden kræver
- Makro- og mikroundersøgelse: Tværsnitsætsning for at afsløre kornflow, adskillelse og indre sundhed; metallografisk undersøgelse for bekræftelse af kornstørrelse og mikrostruktur
Smedegods, der fejler ultralydstestning efter varmebehandling, skal kasseres eller genbehandles - der er ingen reparationsmulighed for interne defekter i en solid smedning. Dette gør valget af rene, vakuumafgassede stålstykker og omhyggelig proceskontrol under smedning af afgørende betydning for at opnå acceptable udbytter, især i store legerede stålsmedninger til energi- og forsvarsanvendelser.