Legeret stål er betydeligt stærkere end almindeligt kulstofstål. Afhængigt af kvalitet og varmebehandlingstilstand varierer trækstyrken i legeret stål fra 600 MPa til over 1900 MPa , med udbyttegrænser fra omkring 415 MPa op til 1600 MPa eller højere. Når de produceres som smedninger af legeret stål, forstærkes disse værdier yderligere af den kornforfining og retningsbestemte fiberstruktur, som smedningsprocessen skaber - typisk leverer 10-30 % bedre udmattelsesstyrke sammenlignet med den samme legering i støbt eller valset form.
Ordet "legeret stål" dækker over en bred familie af stål. Det, der forener dem, er den bevidste tilsætning af legeringselementer - chrom, molybdæn, nikkel, vanadium, mangan, silicium eller kombinationer af disse - på niveauer over, hvad standard kulstofstål indeholder. Hver tilføjelse tjener et specifikt formål: krom øger hærdbarheden og korrosionsbestandigheden, molybdæn forbedrer højtemperaturstyrken og forhindrer skørhed, nikkel øger sejheden ved lave temperaturer, og vanadium forfiner kornstørrelsen og øger slidstyrken. Den kombinerede effekt er et materiale, der overgår kulstofstål i næsten alle mekaniske kategorier på bekostning af højere råvarepriser og mere krævende varmebehandlingskrav.
Legeret stålstyrketal: Hvad dataene faktisk viser
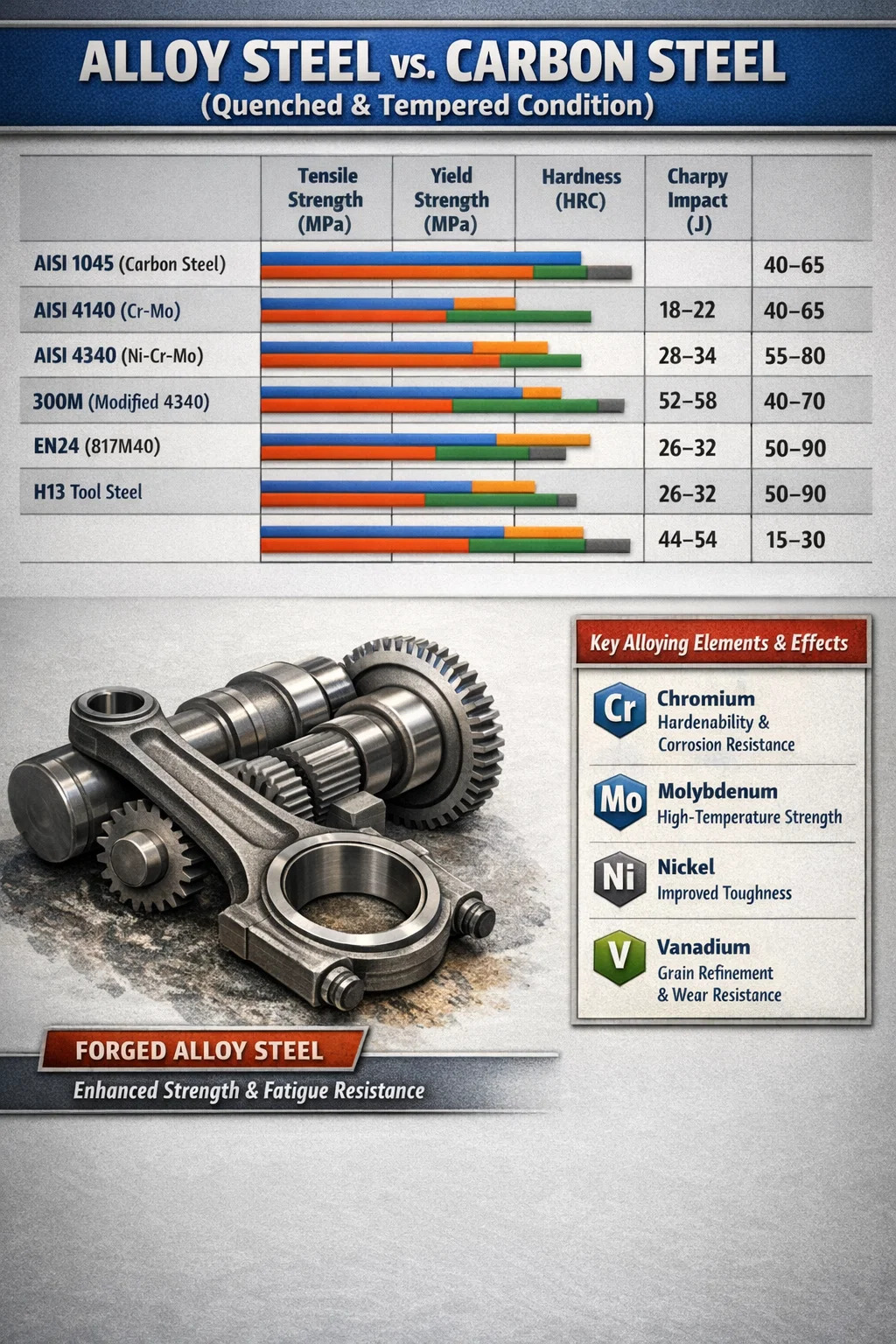
Mekaniske egenskabsdata for legeret stål varierer betydeligt afhængigt af kvalitet, sektionsstørrelse og varmebehandlingstilstand. Tabellen nedenfor sammenligner flere udbredte legerede stålkvaliteter i deres typiske varmebehandlede forhold sammen med et referencekulstofstål til kontekst.
| Karakter | Trækstyrke (MPa) | Yield Strength (MPa) | Hårdhed (HRC) | Charpy Impact (J) |
|---|---|---|---|---|
| AISI 1045 (kulstofstål, Q&T) | 570-700 | 380-520 | 18–22 | 40-65 |
| AISI 4140 (Cr-Mo, Q&T) | 900-1100 | 655-965 | 28-34 | 55-80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100-1450 | 980-1380 | 35-44 | 40-70 |
| 300M (modificeret 4340) | 1930-2000 | 1585-1655 | 52-58 | 34-54 |
| EN24 (817M40, Ni-Cr-Mo) | 850-1000 | 700-850 | 26-32 | 50-90 |
| H13 værktøjsstål (varmt arbejde) | 1200-1600 | 1000-1380 | 44–54 | 15-30 |
Disse tal er for standard stang eller smedetværsnit under 100 mm. Større sektioner vil vise lavere egenskaber, fordi hærdbarheden begrænser, hvor ensartet mikrostrukturen udvikler sig gennem tykt materiale - en faktor, der især er udtalt i kulstofstål og mindre alvorlig i højlegerede kvaliteter som 4340.
Hvorfor Smedning af legeret stål Er stærkere end støbt eller valset legeret stål
Smedeprocessen gør noget, som hverken støbning eller valsning replikerer fuldt ud: den tvinger stålet gennem kontrolleret plastisk deformation, mens det er varmt, hvilket lukker den indre porøsitet, forfiner kornstørrelsen og skaber en kontinuerlig kornstrøm, der følger den færdige dels geometri. I legeret stålsmedning frembringer denne kombination mekaniske egenskaber, der overstiger, hvad den samme legering opnår i andre produktformer.
Den praktiske forskel er målbar. Publicerede sammenligninger mellem smedet og støbt 4340 legeret stål viser, at den smedede version typisk opnår:
- 20–30 % højere udmattelsesstyrke under cyklisk belastning
- 15–25 % bedre slagfasthed (Charpy absorberet energi)
- Forbedret duktilitet og reduktion af areal ved trækprøvning
- Større overensstemmelse mellem prøveemner taget fra forskellige steder inden for samme del
Kornstrømsfordelen er især vigtig for komponenter under vekslende eller stødbelastning. En plejlstang eller krumtapaksel af smedet legeret stål har uafbrudt kornstrøm gennem filetradierne - præcis dér, hvor udmattelsesrevnerne starter. En støbt ækvivalent har tilfældig kornorientering på de kritiske steder, hvilket er grunden til, at bil- og rumfartsingeniører specificerer legeret stålsmedning frem for støbegods til højcyklusudmattelsesapplikationer.
Lukkede smedninger af legeret stål opfylder eller overskrider konsekvent de mekaniske egenskabsminimum specificeret i ASTM A668, EN 10250 og AMS standarder, mens støbegods af nominelt identiske sammensætninger ofte kræver kvalitet nedgraderinger eller sikkerhedsfaktorjusteringer for at forblive inden for designgrænserne.
Legeringselementers rolle i legeret stålstyrke
Hvert legeringselement i stål påvirker styrken gennem forskellige metallurgiske mekanismer. Forståelse af disse mekanismer forklarer, hvorfor visse legeringskombinationer bruges til specifikke styrkemål.
Chrom (Cr)
Chrom tilsættes legeret stål i koncentrationer fra 0,5 % til 18 % (det øvre område er rustfrit stålområde). I konstruktions- og smedet legeret stål øger 0,5-1,5% krom væsentligt hærdbarheden - hvilket betyder, at stålet kan gennemhærdes i større sektionsstørrelser efter bratkøling. Det danner også stabile karbider, der forbedrer slidstyrken og hæver stålets hærdningsmodstand, hvilket er kritisk, når smedningen skal hærdes ved højere temperaturer for at opfylde sejhedskravene uden at miste for meget styrke.
Molybdæn (Mo)
Molybdæn er et af de mest effektive hærdningsmidler pr. tilsat vægtenhed. Selv 0,15-0,30 % Mo producerer et betydeligt skift i TTT-diagrammet (tid-temperatur-transformation), hvilket tillader langsommere afkølingshastigheder for stadig at opnå fuld martensit-transformation i store smedninger af legeret stål. Molybdæn undertrykker også hærdet skørhed - en form for svækkelse af korngrænsen, der påvirker Ni-Cr-stål hærdet i intervallet 375-575°C - hvilket gør Mo-bærende kvaliteter som 4140 og 4340 mere pålidelige til tunge sektionsanvendelser.
Nikkel (Ni)
Nikkel øger sejheden over et bredt temperaturområde, herunder temperaturer under nul, hvor de fleste kulstof- og lavere legeret stål bliver skøre. Overgangen fra duktilt til skørt brud (DBTT) for et 9% nikkelstål kan skubbes til under -196°C, hvorfor nikkellegeringsstål er specificeret til kryogene trykbeholdere og LNG-lagring. Ved Ni-niveauet på 1,8 %, der findes i 4340, er den primære fordel forbedret brudsejhed uden at ofre flydespænding - en kombination, der gør 4340 legeret stålsmedning til et standardvalg til flylandingsstel, ammunition og højtydende drivlinjekomponenter.
Vanadium (V)
Vanadium er en stærk kornraffiner og karbiddanner. I koncentrationer så lave som 0,05-0,15 % fastholder den austenitkorngrænser under opvarmning, hvilket giver en finere kornstørrelse efter varmebehandling. Finere korn betyder højere flydestyrke (Hall-Petch-forhold) og forbedret sejhed på samme tid - en sjælden kombination. Vanadium er centralt i designet af mikrolegerede smedningsstål (såsom 38MnVS6), hvor det giver nedbørshærdning under kontrolleret afkøling, hvilket gør det muligt for legeringen at opfylde styrkekravene uden en separat sluknings- og tempereringscyklus.
Mangan (Mn)
Mangan er til stede i alle legerede stål, men hævet over kulstofstål-basislinjen (typisk 0,6-1,8 % Mn i legeringskvaliteter) for at øge hærdeligheden og trækstyrken gennem forstærkning af fast opløsning. Det kombineres også med svovl for at danne MnS indeslutninger, hvilket er gavnligt for bearbejdeligheden. Meget høje manganniveauer (over 12%) skaber austenitiske stål, der hærder ekstremt hurtigt - en helt anden egenskabsprofil, der bruges i slidplader og knuserdele i stedet for præcisionslegeret stålsmedning.
Hvordan varmebehandling bestemmer den endelige styrke i legeret stålsmedning
Tilstanden som smedet er sjældent den endelige tilstand for smedegods af legeret stål, der anvendes i konstruktionsservice. Varmebehandling efter smedning styrer den endelige mikrostruktur - og dermed balancen mellem styrke, hårdhed og sejhed. Den samme 4140 smedning kan leveres med trækstyrker fra 700 MPa (glødet) til over 1400 MPa (gennemhærdet og hærdet ved lav temperatur), helt afhængig af den specificerede varmebehandling efter smedningen.
Sluk og temperament (Q&T)
Dette er den mest almindelige varmebehandling til smedning af legeret stål. Smedningen austenitiseres (typisk ved 830-870°C for 4140, 800-845°C for 4340), bratkøles i olie eller vand til dannelse af martensit, hvorefter den tempereres ved en kontrolleret temperatur mellem 150°C og 650°C. Anløbstemperaturen er den primære variabel, der styrer slutstyrken: anløbning ved 200°C giver maksimal hårdhed, men dårlig slagfasthed; anløbning ved 600°C ofrer en vis styrke, men giver fremragende sejhed. En 4340 smedning hærdet ved 315°C opnår ca. 1650 MPa trækstyrke; den samme smedning hærdet ved 595°C falder til omkring 1000 MPa, men leverer slagenergiværdier mere end tre gange højere.
Normaliser og temperer
Normalisering - luftkøling fra austenitiseringstemperaturen i stedet for quenching - producerer en perlitisk eller bainitisk mikrostruktur med lavere styrke end Q&T, men mere ensartede egenskaber på tværs af store tværsnit. For meget store smedninger af legeret stål såsom turbineaksler eller trykbeholderflanger, hvor gennemhærdning er fysisk umulig, er normalisering og temperering standard varmebehandling, der opnår trækstyrker i 700-900 MPa-området for kvaliteter som 4140 i tunge sektioner.
Nedbørshærdning og ældning
Visse legerede stål - især martensionsstål og udfældningshærdende rustfrie kvaliteter - opnår deres ekstraordinære styrke ikke gennem martensitdannelse, men gennem udfældning af fine intermetalliske forbindelser under en kontrolleret ældningsbehandling ved 480-510°C. Maraging 350 legeret stål smedninger kan nå udbyttegrænser på 2400 MPa gennem denne mekanisme, som fortsat er det højeste styrkeområde, der kan opnås i ethvert stålprodukt fremstillet i kommerciel skala og brugt i strukturelle applikationer.
Legeret stålstyrke versus andre materialer: Direkte sammenligninger
At placere legeret stålstyrke i sammenhæng med andre strukturelle materialer hjælper med at forklare, hvorfor det forbliver det dominerende valg i krævende smedeapplikationer på trods af tilgængeligheden af titanlegeringer, aluminiumslegeringer og avancerede kompositter.
| Materiale | Trækstyrke (MPa) | Yield Strength (MPa) | Massefylde (g/cm³) | Specifik styrke (MPa·cm³/g) |
|---|---|---|---|---|
| Legeret stål 4340 (Q&T) | 1100-1450 | 980-1380 | 7.85 | 140-185 |
| Kulstofstål 1045 (Q&T) | 570-700 | 380-520 | 7.85 | 73-89 |
| Titanium Ti-6Al-4V (smedet) | 930-1170 | 880-1100 | 4.43 | 210-264 |
| Aluminium 7075-T6 (smedet) | 500-570 | 430-500 | 2.81 | 178-203 |
| Grå støbejern | 170-250 | N/A (skørt) | 7.20 | 24-35 |
På absolut styrkebasis er smedegods i legeret stål konkurrencedygtige med titanium og overgår langt aluminium og støbejern. På en specifik styrkebasis (styrke pr. vægtenhed) overgår titanium og højstyrke-aluminium legeret stål, hvilket er grunden til, at rumfartsdesign bruger titanium, hvor vægten er den primære drivkraft. Men legeret stål smedning tilbyder en pris-per-enhed-styrke fordel, som titanium ikke kan matche i skala , og deres højere elasticitetsmodul (200 GPa versus 114 GPa for titanium) betyder mindre afbøjning under belastning - kritisk for præcisionsmaskineri, gear og enhver applikation, hvor dimensionsstabilitet under stress har betydning.
Sektionsstørrelseseffekter på legeret stålsmedningsstyrke
Et af de mest praktisk vigtige og undervurderede aspekter af legeret stålstyrke er, hvordan det nedbrydes med stigende sektionsstørrelse. Hærdbarhed - et ståls evne til at blive hærdet til fuld martensit i hele dets tværsnit - bestemmer, hvor meget af den teoretiske maksimale styrke, der faktisk er opnåelig i en reel komponent.
Kulstofstål 1045 har meget begrænset hærdbarhed. I en stang med en diameter på 25 mm producerer bratkøling i vand en næsten fuldstændig martensitisk mikrostruktur og tæt på maksimal styrke. I en stang med en diameter på 100 mm afkøles kernen alt for langsomt til at omdannes til martensit, forbliver som grov perlit med trækstyrke 30-40 % lavere end overfladen. Med en diameter på 200 mm kan selv overfladen på en 1045 bar være ufuldstændig hærdet.
4140 legeret stål med dets chrom- og molybdæntilsætninger bevarer en væsentlig bedre hærdning. Gennemhærdning til ensartet martensit kan opnås til ca. 75 mm diameter i oliekøling. 4340, med dets tilføjede nikkelindhold, udvider dette til 100 mm eller mere i oliequench. For smedninger af legeret stål over 200 mm i kritisk tværsnit kræves kvaliteter, der er specielt designet til store sektioner - såsom 26NiCrMoV14-5 eller 34CrNiMo6 - for at sikre, at specifikationer for minimum flydespænding overholdes i hele sektionen, ikke kun nær overfladen.
Dette er grunden til, at store smedninger af legeret stål til turbinerotorer, tunge krumtapaksler eller reaktortrykbeholdere bruger andre materialekvaliteter end mindre komponenter: legeringen skal være tilstrækkelig til at føre gennemhærdende egenskaber til centerlinjen af en smedning, der kan være 500 mm eller mere i diameter.
Træthedsstyrke af legeret stålsmedning: Den cykliske belastningsvirkelighed
Statisk træk- og flydespænding er ikke de eneste mål, der betyder noget. De fleste strukturelle fejl i drift opstår ikke fra en enkelt overbelastning, men fra træthed - den progressive vækst af revner under gentagne cykliske belastninger et godt stykke under det statiske flydegrænse. Det er her, legeret stålsmedning viser fordele, som simple trækstyrketal ikke fanger.
Træthedsstyrke (spændingsamplituden, som et materiale kan udholde i 10⁷ cyklusser uden brud) følger en generel sammenhæng med trækstyrke for stål op til ca. 1400 MPa trækstyrke: udmattelsesgrænsen er omtrent 0,45-0,50 gange trækstyrken. Dette betyder, at en 4140 legeret stålsmedning med 1000 MPa trækstyrke har en holdbarhedsgrænse på cirka 450-500 MPa - omtrent det dobbelte af en 1045 kulstofstålsmede ved 600 MPa trækstyrke.
Over 1400 MPa trækstyrke bryder dette simple forhold ned. Smedematerialer af højstyrkelegeret stål bliver mere og mere følsomme over for overfladefinish, resterende spændinger og mikrostrukturel renhed. En 4340 smedning ved 1600 MPa med en bearbejdet overfladefinish har en meget lavere faktisk udmattelsesgrænse end en poleret prøve, fordi overfladeridser fungerer som spændingskoncentratorer. Dette er grunden til, at højtydende smedninger af legeret stål til luft- og rumfart og motorsport er sprøjtet efter bearbejdning - det kompressive restspændingslag, der induceres af spånblødning, kan øge træthedslevetiden med en faktor på 2-4 under repræsentative belastningsforhold.
Kombinationen af kontrolleret smedningspraksis, finkorns varmebehandling og overfladepudsning kan skubbe den effektive udmattelsesstyrke af en 4340 legeret stålsmedning til 700-800 MPa — en værdi, der driver automobil- og rumfartspræference for smedede komponenter frem for bearbejdede emner, hvor kornstrømmen er vilkårlig, og overfladekompressive lag er fraværende.
Nøglelegerede stålsmedningskvaliteter og deres styrkeprofiler
Forståelse af den praktiske styrke af de mest almindeligt specificerede smedningskvaliteter af legeret stål giver ingeniører en arbejdsreference for indledende materialevalg.
AISI 4140: Den generelle arbejdshest
4140 (0,38–0,43 % C, 0,8–1,1 % Cr, 0,15–0,25 % Mo) er den mest udbredte smedningskvalitet af legeret stål til generelle industri- og olie- og gasanvendelser. I Q&T-tilstanden leverer den 900–1100 MPa trækstyrke med tilstrækkelig sejhed til de fleste mekaniske applikationer. Det er standardmaterialet til borekraver, værktøjssamlinger, koblingsbøsninger, flanger og medium-duty aksler. Dens fremragende bearbejdelighed i forhærdet tilstand (28–34 HRC) gør den praktisk til butikker, der mangler varmebehandlingsevne efter bearbejdning.
AISI 4340: Strukturelle applikationer med høj styrke
4340 (0,38–0,43 % C, 1,65–2,00 % Ni, 0,70–0,90 % Cr, 0,20–0,30 % Mo) indtager trinnet over 4140 i styrke og sejhed. Nikkeltilsætningen er den vigtigste differentiator: den udvider hærdbarheden til større sektioner og forbedrer dramatisk sejhed ved lav temperatur. 4340 legeret stålsmedning er standardmaterialet til flylandingsstel (typisk ved 1930 MPa trækstyrke pr. MIL-S-5000), kraftige krumtapaksler i store dieselmotorer og højtydende akselaksler. Dens dybe hærdbarhed gør den til den mindst acceptable kvalitet for smedede dele over 75 mm tværsnit, hvor fuld mekaniske egenskaber er påkrævet hele vejen igennem.
300M: Aerospace Ultra-Høj styrke
300M er i det væsentlige 4340 modificeret med 1,45-1,80% silicium og 0,05-0,10% vanadium. Siliciumtilsætningen forsinker blødgøringen af martensit under anløbning, hvilket tillader stålet at nå trækstyrker over 1930 MPa, samtidig med at brudsejhedsværdier opretholdes over 60 MPa√m - en kombination, som 4340 ikke kan opnå på samme styrkeniveau. Næsten alle kommercielle og militære fly-landingsstelaksler, der er produceret siden 1960'erne, har været en 300M legeret stålsmedning. Dens trætheds- og brudsejhed i denne sikkerhedskritiske anvendelse har gjort den praktisk talt uerstattelig på trods af årtiers konkurrerende materialeudvikling.
EN36 og EN39: Æskehærdende legeret stål
Disse nikkel-chrom karbureringskvaliteter bruges til smedning af legeret stål, hvor en meget hård, slidstærk overflade (60-64 HRC) skal eksistere side om side med en sej, slagfast kerne. Efter smedning, karburering eller carbonitrering tilføjer kulstof til en dybde på 0,5-2,0 mm ved overfladen. Resultatet er en komponent, der absorberer stødbelastninger gennem den hårde kerne, mens den modstår kontakttræthed og slid på overfladen - den nøjagtige kombination, der kræves af kraftige gear, knastaksler og notaksler i kraftoverførsel og minedriftsudstyr.
H13 og H11: Hot Work Tool Stålsmedninger
H13 (5% Cr, 1,5% Mo, 1% V) er den globale standard for varmt arbejdsværktøj. Når H13 produceres som et smedningsmateriale i stedet for som stang, drager fordel af de samme fordele ved kornstrømning og tæthed, som beskrevet for konstruktionslegerede stål. Smedede H13-dyseindsatser til aluminiumstrykstøbning opnår levetider 20-40% længere end bearbejdede-fra-stang-alternativer i dokumenterede produktionssammenligninger, simpelthen fordi smedningen lukker mikroporøsiteten og justerer hårdmetalfordelingen mere fordelagtigt. H13-hårdheden i drift er typisk 44-50 HRC, hvilket giver en trykflydespænding over 1600 MPa ved stuetemperatur, holdt over 600 MPa ved 600°C.
Test og verifikation af legeret stålsmedningsstyrke
Styrkekrav for smedegods i legeret stål accepteres ikke på basis af materialecertifikater alene i de fleste kritiske applikationer. Fysisk testning af testkuponer taget fra produktionssmedning - eller fra repræsentative forlængelser knyttet til smedningen - er påkrævet af de fleste indkøbsstandarder.
Standard kvalifikationstest for smedning af legeret stål inkluderer:
- Træktest ved rumtemperatur: Måler ultimativ trækstyrke, 0,2% proof (flydestyrke), forlængelsesprocent og reduktion af arealprocent. Disse fire værdier karakteriserer fuldt ud den statiske mekaniske respons.
- Charpy V-notch slagtest: Udført ved specificeret temperatur (ofte 0°C, -20°C eller -40°C afhængigt af applikationen), måler dette absorberet energi i Joule og bekræfter, at materialet ikke fungerer i dets skøre overgangszone.
- Brinell eller Rockwell hårdhed: En hurtig, ikke-destruktiv proxy for trækstyrke (1 HBW ≈ 3,5 MPa trækstyrke for stål), der bruges til at screene smedegods før destruktiv testning og til at verificere varmebehandlingens ensartethed på tværs af en batch.
- Ultralydstest (UT): Volumetrisk inspektion for at opdage indvendige defekter, der ville reducere effektivt lastbærende tværsnit. Acceptniveauer i henhold til ASTM A388 eller EN 10228-3 definerer den maksimalt tilladte indikationsstørrelse.
- Brudsejhed (K₁c): Nødvendig til rumfart og kernelegeret stålsmedning. Måler den spændingsintensitetsfaktor, ved hvilken en revne vil forplante sig ustabilt, udtrykt i MPa√m. 4340 ved 1380 MPa trækstyrke opnår typisk K₁c på 50–60 MPa√m; 300M på samme styrkeniveau opnår 65–80 MPa√m på grund af siliciummodifikationen.
I olie- og gasapplikationer, der er underlagt NACE MR0175, er hårdhedstestning ikke kun et kvalitetstjek - det er en sikkerhedsbekræftelse, da enhver smedning af legeret stål, der overstiger 22 HRC (ca. 760 MPa trækstyrke), er forbudt i sure driftsmiljøer på grund af risiko for sulfidspændingsrevner. Dette er et af de tilfælde, hvor den maksimalt tilladte styrke er lavere end hvad materialet er i stand til, drevet af miljømæssige revner snarere end mekaniske belastningsgrænser.
Real-World Strength Performance: Legeret stålsmedning i brug
Laboratoriemekaniske egenskabsdata viser, hvad legeret stålsmedning kan opnå under kontrollerede forhold. Det, der sker i feltservice, fortæller ofte en mere komplet historie om kombinationen af styrke, udmattelsesbestandighed og sejhed, der gør legeret stålsmedning til det dominerende valg på tværs af industrier med høj efterspørgsel.
I drivlinjer til erhvervskøretøjer akkumulerer krumtapaksler i smedede legeret stål rutinemæssigt 800.000 km eller mere i drift uden udmattelsesfejl, når de er fremstillet efter specifikation. Den samme krumtapakselgeometri fremstillet af nodulært støbejern - en almindelig omkostningsreducerende erstatning - viser træthedsfejl ved en tredjedel til halvdelen af kilometertallet under tilsvarende forhold, hvilket er grunden til, at alle tunge lastbiler OEM fortsætter med at specificere legeret stålsmedning til krumtapaksler på trods af de højere materialeomkostninger.
I olie- og gassektoren opererer 4140 legeret stål borekravesmedninger under kombinerede torsions-, bøjnings- og aksiale belastninger i bundhulssamlinger og cykler millioner af gange i løbet af en brønds levetid. Den dokumenterede fejlrate på borekraven for korrekt varmebehandlede 4140-smedninger, der opfylder kravene til API Spec 7-1, er ekstremt lav - og de fleste fejl, der opstår, skyldes forkert varmebehandling, korrosionsskader eller håndteringsskader snarere end iboende materialesvaghed.
I elproduktionssektoren har store lavlegerede stålrotorsmedninger til dampturbiner - typisk 25-100 tons - vist levetider på over 40 år under kontinuerlig cyklisk termisk og mekanisk belastning i basislastkraftværker. Præstationsrekorden er en direkte konsekvens af den stramme sammensætningskontrol, vakuumafgasning og omfattende mekaniske test, som store smedninger af legeret stål gennemgår, før de forlader smedeanlægget. Ingen anden fremstillingsrute for rotorer af den størrelse og vægt har nærmet sig den samme pålidelighedsrekord.